FORMVAR模具鋼
FORMVAR模具鋼介紹
FORMVAR模具鋼是由盈鋼模具鋼由瑞典UDDEHOLM鋼廠進(jìn)口的一種高性能熱作模具鋼,具備耐熱磨損和抗塑性變形的優(yōu)異性能。相比市面上的DIN標(biāo)準(zhǔn) 1.2344和1.2343模具鋼,它是升級(jí)版的鍛造模具鋼,是追求高品質(zhì)產(chǎn)品公司或模具廠的明智選擇。代理UDDEHOLM的FORMVAR模具鋼依舊沿用統(tǒng)一牌號(hào)FORMVAR,F(xiàn)ORMVAR壓鑄模具鋼擁有良好的回火抗力和良好的高溫強(qiáng)度以及優(yōu)異的淬透性,熱處理和表面涂層處理后擁有良好的尺寸穩(wěn)定性。
FORMVAR模具鋼 化學(xué)成分
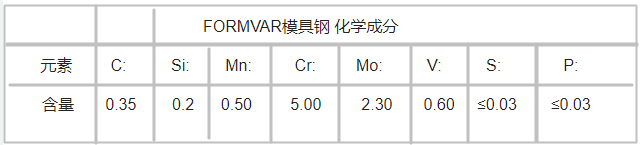
元素 C: Si: Mn: Cr: Mo: V: S: P:
含量 0.35 0.2 0.50 5.00 2.30 0.60 ≤0.03 ≤0.03
含量 0.35 0.2 0.50 5.00 2.30 0.60 ≤0.03 ≤0.03
FORMVAR熱處理:
軟化退火:保護(hù)氣氛下加熱至850°C,熱透后,隨爐以 10°C/h的速度冷卻至 600°C, 然后空冷。
去應(yīng)力回火:在粗加工后,應(yīng)該熱透至 650°C, 保溫 2 小時(shí),隨爐冷卻至 500°C, 然后空冷。
淬火:預(yù)熱溫度: 600-900°C。通常至少分兩階段預(yù)熱。首階段在600 - 650°C,第二階段在820 - 850°C。如分三階段則第二階段采用 820°C, 第三階段采用 900°C。奧氏體化溫度: 1000 - 1030°C。
回火:根據(jù)所需硬度參考回火曲線選擇回火溫度。對(duì)壓鑄模具至少回火三次,熱鍛模具和擠壓模具回火兩次。兩次回火中間,模具要冷卻至室溫,每次在回火溫度至少要保溫兩小時(shí)。在500-550°C溫度范圍內(nèi)回火會(huì)導(dǎo)致較低的韌性。
淬火介質(zhì):高速氣體/循環(huán)空氣,真空淬火(具有足夠正壓力的高速氣體),若要控制淬火變形和預(yù)防開(kāi)裂,建議在320-450°C進(jìn)行分級(jí)淬火 。在 450-550°C 鹽浴爐或流動(dòng)粒子爐中等溫淬火,在 180-200°C 鹽浴爐或流動(dòng)粒子爐中等溫淬火油淬,油溫約 80°C,注意: 淬冷至 50 - 70°C時(shí)應(yīng)立刻回火。
氮化及碳氮共滲:氮化及碳氮共滲在模具表面形成硬化層,提高了模具對(duì)于磨損、粘著和早期熱龜裂的抵抗能力。Formvar 可以通過(guò)離子爐、氣氛爐、流動(dòng)離子爐和鹽浴爐進(jìn)行氮化及碳氮共滲。氮化及碳氮共滲溫度應(yīng)低于先前很高回火溫度至少 25 - 50°C 否則會(huì)造成模具硬度、強(qiáng)度降低,尺寸公差也會(huì)產(chǎn)生發(fā)生改變。在氮化及碳氮共滲中可能會(huì)產(chǎn)生脆性化合物層,即氮化白層。氮化白層因其很脆,在受到高的機(jī)械載荷或熱沖擊載荷時(shí)會(huì)產(chǎn)生開(kāi)裂或破碎。作為基本的原則,要盡量避免產(chǎn)生白層。Formvar 經(jīng) 510°C 氨氣氮化或480°C離子氮化后都能得到約1100 HV0.2的表面硬度。
- 注意事項(xiàng):
- 盡管我們密切關(guān)注本網(wǎng)站上發(fā)布的信息,但由于輸入錯(cuò)誤、編程錯(cuò)誤、翻譯錯(cuò)誤等可能 會(huì)顯示不正確的信息,其內(nèi)容(技術(shù)和標(biāo)準(zhǔn)材料/庫(kù)存)我們不保證所有形式的完全正確,如化學(xué)成分。盈鋼金屬對(duì)應(yīng)此或?yàn)g覽本網(wǎng)站而造成的任何損失概不負(fù)責(zé)。